
|
In this issue: Featured video: To view newsletter in your browser click here. |
 |
| Watch the video |
|
See the video: Source: |
ExOne, a global leading manufacturer of 3D printers is introducing a new high-volume metal 3D printer—the X1 160PRO™.* ExOne states that it provides more than 2.5 times the build volume of other systems on the market today. The build envelope is 31.5 x 19.7 x 15.8 in (800 x 500 x 400 mm), so it can produce parts of substantial sizes. As far as speed is concerned, the throughput rate of the 160PRO is more than 10,000 cm3/hr. 3D printer accuracy can be gauged by x,y and z tolerances as well as minimum layer height. For the 160PRO, X1 specifies a minimum layer height of 30 to 200 µm and for their metal printers, accuracies of +/- 0.13 mm (0.005 in) in components under 75 x 75 x 75 mm (3 x 3 x 3 in); +/- 0.25 mm (0.010 in) in components up to 250 x 250 x 250 mm (10 x 10 x 10 in); and +/- 1.3 mm (0.050 in) for the largest components up to 780 x 400 x 400 mm (30.7 x 15.75 x 15.75 in). According to X1 multiple parts can be printed simultaneously and six different metal materials, including stainless steel choices, can be printed as well as ceramics and composites. They also claim to have industry-leading density and repeatability. Material data sheets are available on their website. |


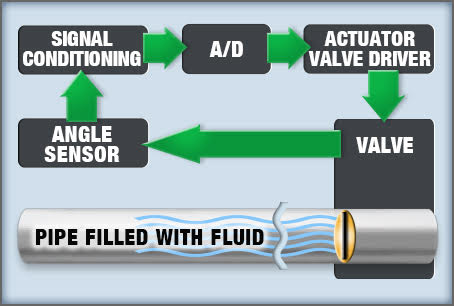
| Determining Position Sensor Accuracy | ||||
|
||||
|
|
||||
 Farm and Equipment Controls Farm and Equipment Controls |
 A large hay baler manufacturer needed a better sensor to improve the performance of two different application functions on their automatic baling machine. The features they required included sealing, accuracy and linearity to enable smoother hydraulic control and have an output suited for mobile applications. The RFC4800 Series of angle sensors met their needs for controlling the bale fork lift as well as turntable rotation and tilt. Metal tines at the intake pull the hay in and feed it to a spooler to create a round roll of hay. Details on the RFC4800 can be found here: https://www.novotechnik.com/Novotechnik-Applications/agriculture.html. A large hay baler manufacturer needed a better sensor to improve the performance of two different application functions on their automatic baling machine. The features they required included sealing, accuracy and linearity to enable smoother hydraulic control and have an output suited for mobile applications. The RFC4800 Series of angle sensors met their needs for controlling the bale fork lift as well as turntable rotation and tilt. Metal tines at the intake pull the hay in and feed it to a spooler to create a round roll of hay. Details on the RFC4800 can be found here: https://www.novotechnik.com/Novotechnik-Applications/agriculture.html.
|
|
If you have a question about position sensors for your specific application, Novotechnik engineers would be glad to speak with you. Contact us at Email Novotechnik [email protected] or call 800-667-7492. Please email suggestions for technical subjects you would like to suggest for this newsletter to this link: Newsletter Editor [email protected] |